How Arai Helmets are Made: Touring the Japanese Facility
Ōmiya-ku is one of the ten wards in Saitama, a bustling suburb of the massive neon metropolis that is Tokyo. Amid high-rise buildings, quiet tree-shaded stone walkways, and what this American would consider ancient shrines, sits the unassuming Arai Helmet facility—the site where it all started.
It is one of four Arai facilities dotted throughout Ōmiya, now primarily dedicated to tooling, R&D, low-run production, and testing; Arai’s main manufacturing plant is a few hours north in Shintō.
In the early 20th century, when Hirotake Arai founded his textile business, things were quite different. Save for the conveniently located train station, the area was known for agriculture and lush, sprawling fields—a far cry from conurbations that have sprung up around it since he first opened the doors of the Ōmiya-ku factory in 1937.
Still, the city seems to straddle the line between a commuter belt town and big city life, as modernity is carefully woven into its fabric without disturbing too much of its past.
In 1937, Arai’s business was not the alluring helmets we see dotting the paddock of every motorsport known to man. It was something far more mundane—headgear such as hard hats and other related wares. Back then, Arai was known as H.A.—the name change didn’t occur until the 1970s, long after motorcycle and motorsport helmets had become the driving force of the business.
Hirotake Arai was the son of a hat maker, eventually becoming one himself. He was a tinkerer, formally uneducated, and a character that was seemingly destined to make an appearance in history books. Hirotake was a racing and motorcycle enthusiast himself, hence the natural progression to combine his business and loves. He’s the guy in the bright white getup standing on the saddle of a Harley-Davidson that Arai uses in numerous promotional materials—yes, he’s that guy.
Although every country has a handful of those types, what’s important for motorcyclists is that Hirotake quite literally started the Japanese helmet industry. Spurned by a lack of options for safety helmets in his country due to a closed market, importing a helmet was nearly impossible. He shouldered the burden on his own, something we can all thank him for, regardless of our position on the globe.
It was none other than Hirotake Arai who was one of the first to employ what we know as the gold-standard in helmet manufacturing in the early 1950s—EPS foam stuffed inside of a fiberglass outer shell. Coincidently, an American company by the name of Bell had come up with the same solution at the same time. Amazingly, the two companies never interacted professionally, let alone heard of one another, until both were well established in the industry. Bell founder Roy Richter and the Arai family maintained a mutual respect and friendly relationship.
Eventually, Hirotake had a son who unsurprisingly, followed in his father’s footsteps and took to two wheels at about six or seven. That son, Michio, pursued racing on a semi-pro level, and set off to the United States for higher education. Michio returned to Japan and immediately made his presence known within Arai, pushing for a more aggressive position in motorsports.
Racing is a core part of the Arai business and many motorcyclists associate them with it. That wasn’t by coincidence, as racing, whether that be auto or motorcycle, has always been used as a testbed to improve their products. The technology learned from MotoGP and Formula 1 is evident in street helmets.
Today, Michio is President and CEO of Arai Helmets. In recent years, Michio has worked closely with his grandson, Aki Arai, who will eventually take over the reins of the Japanese helmet manufacturer, ensuring that the company remains in the family.
You may be wondering why you’re reading an abbreviated history of the Arai Helmets patriarchs. Well, consider these facts your foundation for understanding the practices and philosophy of Arai, something that I would come to learn over my two-day tour of all Arai manufacturing plants, where I saw nearly every single aspect of the production of its helmets.
I have sat through several Arai presentations in the United States. As thorough as they are concerning the technology in them, truly understanding the work that goes into them is always kept at arm’s length. I, like the consumer, hadn’t seen it with my own eyes, so it was difficult to appreciate the effort involved. While I knew Arai helmets were handmade and the care put into each lid, I didn’t realize the extent. Hopefully, by digesting this information, you’ll come to know them as I do.
Frequently, factory tours involve being led through antiseptic manufacturing plants, while employees with drooping eyelids smash buttons or wield pneumatic wrenches in nearly fully automated production lines. Arai is not one of these places. The Arai manufacturing warehouses are dusty, loud, hot environments, with employees fixated on their work.
Outside of a few bits such as rubber liners, foam padding, and injection molded components, every piece of an Arai helmet is made and installed by hand, by an employee who has tirelessly labored to create it.
When I say everything, I genuinely mean everything. The tools and equipment used to create Arai products didn’t exist before their founding—the company pioneered most of them. As new technologies came into the fold, Arai either created the components and machines to get the job done or appropriated a device from another industry, modifying the equipment for its own needs.
Thanks to Honda Japan, we would also be visiting the northern factory in style aboard several motorcycles that we don’t see in states.
Our tour began by sitting down with Michio in the Ōmiya R&D plant, where he carefully explained the Arai philosophy to a room of jet-lagged journalists. At 81 years of age, what became abundantly clear, is that Michio is still as passionate about safety as he was in his youth. His eyes lit up as he told us that Arai is not directed by members of a boardroom, and they are not driven by profit. By his own admission, they are what he described as bad businessmen.
Arai has built a culture fixated on safety, one where each employee believes in the vision laid out by each member of the Arai family throughout the years. Michio does not want employees collecting a paycheck and punching out helmets; he wants employees who are extensions of his philosophy, with pride in their work equal to his.
Arai shells dating back to the ’70s.
There are numerous points in the manufacturing chain that could be streamlined by automation. However, that would detract from the goals or proven practices that Arai has built. Yes, the Arai way is more expensive and less efficient in a purely capitalistic view. However, achieving the bottom line is only a means to an end in their pursuit of protection. Luckily, it is a family-owned business and has no board members that require kowtowing.
Being a principled, family-owned business is the intangible part of the philosophy—the substantial portion is what we now know as the R75 shell shape. The smooth, egg-like design that helps alleviate energy from impacts through glancing blows. There are no flat spots for the helmet to hook up on—an Arai helmet wants to slide and rotate freely during a crash. Any protruding venting is designed to sheer off, as well.
All Arai helmets adhere to that design philosophy with almost no deviation between them. Look at the latest entry-level Regent-X and compare it to the race-ready Corsair-X. Outside of ventilation, their profiles are virtually identical. Off-road helmets, despite their pronounced chin bars and peaks, still abide by the same rules.
While we know it as the R75 head shape in 2019, Arai has been married and dedicated to this idea since the early days. We saw examples of the first fiberglass shell ever created for mass production in the 1970s and, while the company has made countless tweaks to every aspect of their helmets, the lineage is distinct.
Logically, one follows the other. If Arai is dedicated to safety and feels that this shape is the safest profile available, then the company will not stray from that path.
The ‘bird’s nest’ or ‘preformer’ layer of an Arai shell.
Where all these concepts began to coalesce for me is when I saw how a shell is born. All Arai shells use a form of fiberglass, whether that be standard fiberglass or Arai’s Superfiber. Superfiber is six times more expensive than the typical variant, and 30 percent stronger. Interestingly, Superfiber permeates the helmet’s construction and is used in several different areas, whether that be the peripheral belt above the viewport, reinforcement pieces, or otherwise. It was first introduced in the 1980s and has been continually refined since then.
Looking at any of the press materials for an Arai helmet, you’d be keen to notice that their shells use processes dubbed things like ‘PB-cLc1’ (Peripheral Belt-complex Laminate construction1) or ‘PB-SNC’ (Peripheral Belting-Structural Net Composite2).
The key term here is ‘laminate,’ as all shells are laminated. One layer of the shell is made, various materials depending on the model are added, a final shell layer is applied, toss in some resin, throw it in a heated steel mold, and bam! A shell is born. It isn’t that simple, but you get the idea.
A shell’s life begins with what Arai refers to as its ‘random strand’ process. Fiberglass is sprayed onto a steel head-form—one specific for each shell size and shape—eerily reminiscent of an old-school hat makers head-form, creating one layer of the fiberglass outer shell known as a ‘preformer.’
The fiberglass or Superfiber is sprayed on the head-form, moves into a two-step drying process, and out comes what Arai staff affectionately call a ‘bird’s nest’—a fluffy, vaguely helmet-like object that makes up the inner or outer layer.
Many helmets use fiberglass strips or entire pieces that are laid out to form the layers of their shell, in conjunction with a laminate process. While light and durable, it creates a situation where fractures follow the path of least resistance.
Think of the way wood breaks when hit with an ax. If you strike it horizontally or against the grain, it’s far more challenging to split. If you strike the log vertically, the chance of it splitting is more likely as it will fracture along the grain—the weakest point. Fiberglass shells that use predictable weave patterns are susceptible to the same weakness as cracks will form along the path of least resistance. Creating an utterly randomized fiberglass weave helps distribute impact energy more evenly, resulting in a spiderweb-like impact zone. Additionally, it’s simply stronger than the alternative.
Another benefit of the random-strand process is that less resin can be used in the final molding process. The gaps between fibers become smaller, reducing overall weight without compromising structural integrity.
We even got to experience some of this ourselves, as we were given standard fiberglass cLc and SNC samples to illustrate the difference in behavior. Though we just had small strips of material to play with, it was more than evident that Superfiber sample pieces are more resilient to flexing. The fiberglass did well, but it’s clear why Arai employs Superfiber in their top-shelf offerings.
An Arai Shell Expert demonstrates how a shell is prepared.
With the bird’s nests created, it’s time to turn our attention to what lies between the to-be laminated layers. Inspired by the structure of a trellis bridge, the material between each layer is meant to improve energy dissipating properties and help absorb impacts before the EPS liner comes into play. If the shell carries the brunt of the damage and the EPS liner isn’t compromised, great. If not, that’s what the additional layer of protection is for.
The materials used are dependent on the model, as well as size. A smaller shell size may not need as much reinforcement as a larger one. Each size, and each specific model, has slightly different recipes. You might see as many as 20 separate materials in one helmet.
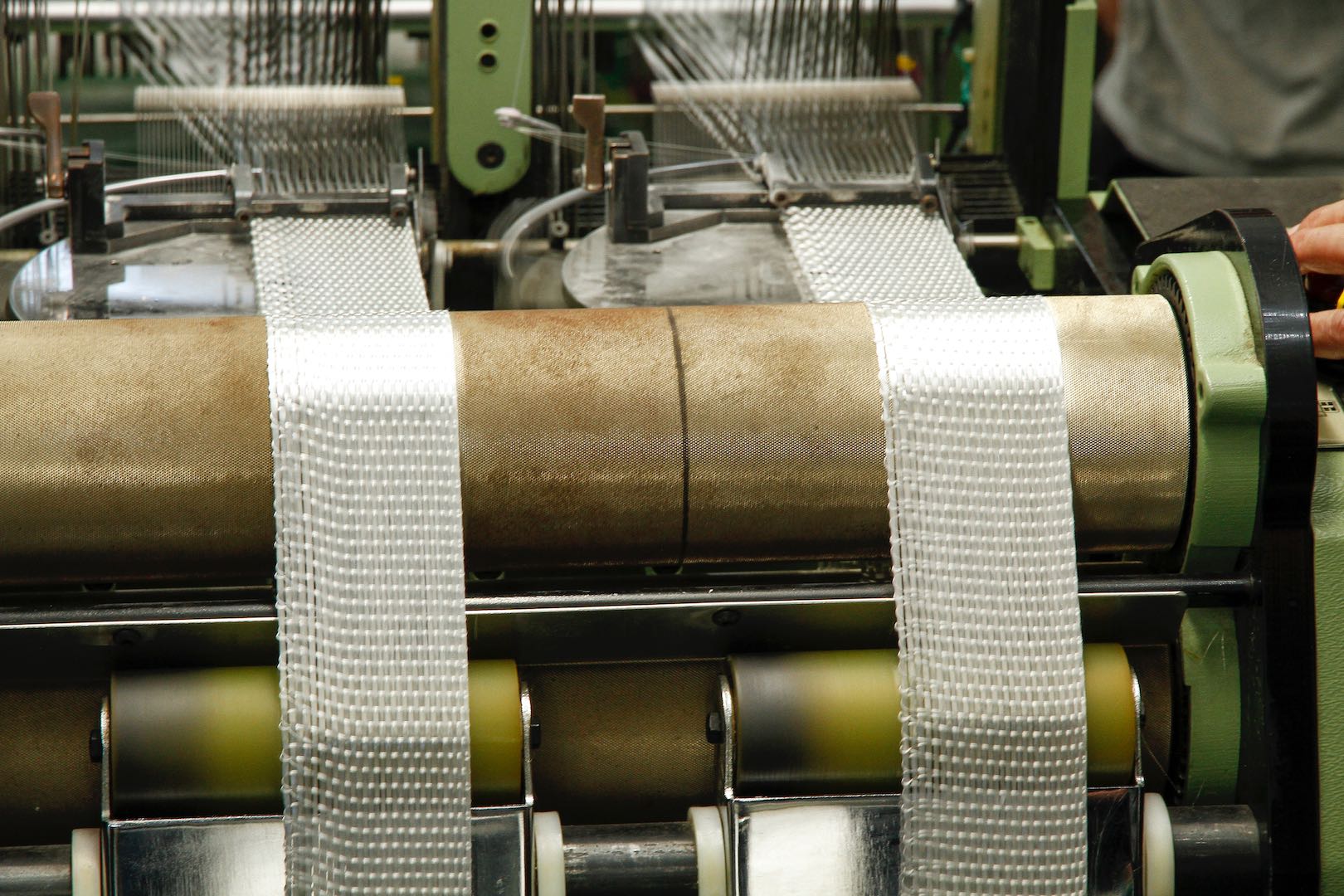
All materials are sourced and allocated in the Shintō factory. Superfiber is threaded on a loom-like machine—mesh, matte, and reinforcement pieces are stamped out with huge die cutting presses, and all those components are distributed amongst the various factories.
Arai’s new Regent-X before its pressed in the mold.
In Shinto, skilled employees preassemble each set of the reinforcement pieces, either by stapling them to together or tacking them together with a heat-gun. The stapled bits will never make it into the shell, as they’re only used in areas of the helmet that are sure to be cut out – rest assured, there isn’t an errant staple floating in your shell.
Those preassembled sets of reinforcement material are then inspected and weighed before introduced into the production line. Again, all these reinforcement sets are unique to the model and size of their respective helmets – a Ram-X will feature different construction than a Corsair-X, for example.
A simple open-faced helmet made for low-speed riding may not feature the same mesh technology designed to keep the laminate pieces from sheering apart during high-speed impacts, for example. Mesh technology is exactly that – a mesh that is introduced to the laminate process to help improve durability.
When the shell laminates are pressed together, the cross-section of the mesh is the thickest point and digs into each side, effectively acting like rebar and preventing the two halves from delaminating. It’s one of the prominent features in helmets like the Corsair-X, but just an example of how Arai handles things in a case by case manner.
The Regent-X before paint. Note the darker region new the opening – that’s the peripheral band.
Another example is the peripheral belt, a feature found on most Arai lids, which supports the upper area of the viewport from deformation during an accident. Again, not all helmets employ this feature.
In other cases, exotic materials such as Zylon fabric are employed to help reduce weight around the crown and lower the helmet’s center of gravity, while still providing the desired amount of shell integrity.
Even things like resin, which I previously thought were one dimensional, are always being analyzed and remixed to capitalize on their respective properties to improve the performance of the helmets. Each helmet calls out for specific formula of resin and, in the case of certain helmets, these resins can have shelf lives as low as six hours—shell makers need to work fast.
With the preformer pieces developed and various bits ready to go, it’s time to walk over to the mold. What goes in the mold is crucial to our story, but equally important is who is doing it: The Shell Expert. Shell Experts are the first line of defense in Arai’s strenuous quality control schedule, as they’re tasked with the critical job of ensuring that the molding process is done correctly.
Each Shell Expert goes through a rigorous training process that can last over a year, working directly with a mentor before eventually being left to their own devices among the piping hot steel molds. Even then, these Experts are initially only allowed to operate one molding station in the beginning, working their way to greater independence and responsibility. By the end, a well-rounded Shell Expert can command up to five molding stations at once.
The Shell Expert lays all the materials into the mold, which changes for each make, size, and model. He then puts his signature stamp with his actual name on it, pours the resin in, and seals the mold up. Should you credit an Arai lid with saving your life, you could rip the EPS liner out and know the name of the man who built your shell.
Each shell spends roughly 15 minutes in the mold, and the Shell Expert must be able to determine the exact time to pull the shell, based on experience. Bear in mind, he cannot see what’s in the mold. He can only go by how much resin is being pressed out of the mold, the resin’s appearance, and time.
Arai was arguably one of the first helmet makers to use a ‘bag in’ or ‘balloon mold’ wherein the materials are placed within a heated steel mold, and a bag is filled with air to compress the elements in the mold, sealing it tight. It feels primitive as an observer. The workshops are undeniably hot and uncomfortable, especially when you factor in the humid Japanese summer.
Shell Experts watch the clock, managing multiple molds at once, moving down the row, prepping each station and repeating the process over again.
Once a shell is done, the Shell Expert pulls it and carefully inspects it for any issues. If it passes, he signs off on it. Next, it’s off to cure in a kiln, where it’ll bake for three hours at around 150 degrees Fahrenheit.
The shell is weighed before and after it’s trimmed to ensure that it is within specifications, then inspected for thickness using a variety of techniques and signed off by a Shell Expert, for the first time.
A Shell Expert in Amanuma visually inspects a shell featuring mesh technology.
The significant difference in quality control between Arai and other manufacturers is its quality control process, which was instituted 42 years ago. At a location just a few miles away from the Arai offices is the Amanuma factory. There, the thickness of the shells is measured a second time. The same inspection process is repeated by Shell Experts who do inspections exclusively. The shells are then signed off on by the Shell Expert for a second time and sent to paint at a separate location.
Many of the journalists, myself included, pointed out the glaring inefficiency as the Amanuma factory is two hours away from the leading production site in Shintō, and a few miles away from R&D in Ōmiya. In either case, it requires the shells to be shipped by truck.
That means that shells are made in one facility, loaded onto a truck, driven to Amanuma where they receive the final inspection, and hurried back to the original facility for further production. By the time you get your Arai, it’s already done some miles on the road.
It also means that each shell is signed off by three separate Shell Experts – the maker, the first inspector and the final inspector at the Amanuma plant – not to mention being weighed twice. That is the kind of rigorous QC that Arai has always touted, but never articulated to the consumer so clearly.
Arai wanted to isolate the inspection process to ensure that nepotism doesn’t rear its ugly head. It doesn’t bode well for the consumer or our safety if two Shell Experts are friendly and one is signing off on substandard work by his friend. Shell Experts work their way from the hot, muggy, shell molding floor, and will often end up as inspectors as they gain experience. Eventually, they may return to the molding floor and mentor the next generation.
Interestingly, if a shell needs to be patched because it has a thin spot, the whole inspection process starts over again. Shells can be repaired or shaved down if they’re within a certain tolerance. One or two thin spots are okay. Brian Weston, Managing Director at Arai Helmet, informed us that it means the shells are getting as close as to the threshold as possible, meeting their standards for thickness, strength, and weight.
This also highlights how outstanding the job of the Shell Expert is when working the molds. If one botches a shell, that’s a whole lot of wasted time, material, and money.
The Shell Experts are a crucial part of the Arai’s business and they take extreme pride in what they do. If one of their shells is rejected, they will stay back and make additional shells on their own time under their own volition. It isn’t a penance that’s been instituted by Arai management, this is something that is a direct byproduct of the culture of safety that’s been nurtured at their factories.
Now, if you’re wondering why I haven’t chirped about carbon fiber helmets, that’s because we didn’t get to see those processes take place. It wasn’t necessarily about keeping that information from our eyesight; it’s an extremely time-consuming process.
To give you an idea of this, a well-trained Shell Expert can crank out roughly 100 shells in a single shift. The same expert will produce two carbon fiber shells in the same amount of time. Now you know why that Corsair-X RC is $3996.
We need to back up a second. How does a mold become a mold? To do that, an original helmet is sculpted by hand, scanned by a newfangled 3D scanner, and analyzed so that the helmet is entirely symmetrical.
The clay form is then reworked until it is ready to be used as the reference guide for the steel molds. This process needs to be done for every model and every shell size, as the molds are unique. Arai puts an emphasis on the human element, citing that even with advanced technology, a human hand is an extremely sensitive tool, which is the exact reason why the original shell shapes are all designed by hand. Essentially, the 3D scanner is there to check their work and aid in CNC milling.
From there, a steel mold can be developed by using the scan from the 3D rendering and letting a modern CNC mill cut one out. The milling process takes about 24 hours, so a new model can enter production quite quickly. Each steel mold can produce roughly 100,000 units before being retired.
Arai has often been criticized for their seeming lack of interest in following technology trends. Basing judgment solely on the appearance of their helmets, one could draw that conclusion. Arai helmets have looked similar for years, but they’re an ever-evolving thing.
Michio Arai informed us that “we never have our eyes closed to new technology.” He went on to say, “As long as we can integrate it with our process, without disturbing what is already proven, we will always bring new technology in.”
Standard steel is used in place of costlier, but more robust, stainless steel for the molds. The main reason is that Arai will periodically make updates to models during a product’s lifecycle. It isn’t something that is articulated to the consumer. For example, an engineer could alter the design of a Corsair-X and, in less than 24 hours, new molds are seamlessly put into production.
According to Michio, Arai is not focused on revolution. They are looking for evolution—taking what they’ve learned in the past and inching their way forward, step by step. New technologies need to be integrated into their products without compromising what is performing better in internal and standardized testing. It isn’t that Arai is closed off to modernization; it just needs to fit within the company’s proven philosophy.
There are other examples of when new tech has been weaved into Arai lids, such as the ‘Hyper Ridge,’ which was instituted to strengthen and widen shell openings. The development of carbon fiber helmets, which is a necessity for their F1 drivers. The introduction of exotic materials also supports the idea that Arai isn’t resting on their laurels. The issue that Arai struggles to share with the public is that these changes are subtle – as Michio said, they’re looking for evolution, not revolution. With that in mind, the consumer will witness subtle changes visually without being privy to what’s going on internally.
In speaking with future leader of Arai, Akihito or as he prefers to be called, Aki, I mentioned that Arai’s competitors have begun using technologies such as MIPS or other forms of slip-plane technology to help alleviate the severity of concussions. All answers reported back to the Arai philosophy – if they can make it work without compromising what they’ve already achieved and testing proves superior for safety, it will be used. That isn’t a yes, but it isn’t a no, either – the possibility is there.
Even in the handmade scope, there are specific processes where automation fits Arai’s ideals. Cutting the viewport and trimming shells is done by robotic arms equipped with laser cutting devices. Arai was one of the first non-automotive industries to integrate these into production lines.
I’ve often wondered about Arai’s marketing slogan, “The Consistent Pursuit of Gains in Protection.” It’s long and ambiguous, unless you have Michio describing it to you in no uncertain terms. Now, it makes perfect sense.
Arai has an intensive regiment for paint that is replicated at the Ōmiya painting facility or in Shintō, where all of Arai’s raw materials are processed for use.
At the paint shop, each helmet goes through between seven and nine individual processes, beginning with a black ‘mud’ filler. Initially, the helmet shell is extraordinarily porous and to fill the large cavities; a filler is used, and then scrubbed off.
A shell is being prepped for ‘mud’ filler.
Once the filler is applied, dried adequately, and the excess is scrubbed off, the shell is then sprayed with a series of base coats and wet sanded at each step of the way, eventually becoming ready for its final priming stage.
Usually, a helmet manufacturer may only use a couple coats of primer and calls it good. However, having a perfectly smooth surface to work with is essential for the next step in the process—graphics.
For an average full-face helmet, the total added weight in paint will be 25 grams. Each shell is weighed to ensure that the prepped shell’s heft doesn’t exceed tolerances that Arai has laid out for their products.
The complete shell is then able to be sprayed with a solid color and sent off to the graphics department where every intricate logo is laid by hand. For example, the extremely loud Nicky-7 graphic is painstakingly done by a human.
All registration marks for the graphics are penciled on the freshly primed helmets with a carefully designed template. Outside of that, it’s up to the graphics expert to get things done.
A while ago, a colleague and I perused a variety of Arai helmets and noticed that some graphics would have minute discrepancies from helmet to helmet. Sometimes the lines between molded bits and the graphic were bang on, while others, were ever-so-slightly off. It is something only revealed with extreme scrutiny. He commented on the inconsistencies and cited it as a disappointing example of shoddy automation, as we’ve both seen worse examples by competitors that are machine made.
The truth is, human beings are laying these graphics down, and there is bound to be slight variations when inspected under a magnifying glass. Given the process, the graphics are incredibly consistent. In the end, after learning that, I took comfort in the fact that this is another aspect Arai feels the need to be done by hand.
We noticed that only women seemed to do this job for Arai. Our tour guide informed us that in their experience, male employees lacked the patience, attention to detail, and focus on doing it—often giving up quickly or producing sloppy work.
After graphics are laid, a clear or matte finish is sprayed on and polished to a high-shine, as you might have guessed it, by hand.
That’s a copious amount of effort in the shell, and we haven’t even made it to assembly – which again, is all done by hand. Arai doesn’t manufacturer the various rubber liners, foam, or non-critical injection molded pieces. That’s one aspect of the business that has been contracted out to trusted vendors and doesn’t conflict with their core principles.
We then hopped in the van and headed to the Katayanagi assembly plant, one of four Ōmiya-based facilities and the site where all Arai helmets go for final assembly. Even the shells and EPS liners made in Shinto will make their way south, for a second time, to the Katayangai plant.
Once there, the shell is ready to have all its holes drilled out. The main viewport and chin vents have been cut out by laser, while everything else is done by old-school drill presses. Rivets are set in place for the faceshield mounting plate and tapped, and vent holes are drilled—all by hand.
Shells are then put on racks and walked down to the next stations where employees carefully install the rubber beading and trim pieces with a variety of tools ranging from press irons to heating lamps. Each worker must act expeditiously as the glue will tack up and fail to seat the rubber bits properly.
Multi-density EPS liners. Each color of foam represents a different density.
All of that was profound to see. By this point, I was already sold on the concept that Arai helmets are handmade—a fact that until seeing the production, I didn’t appreciate to its true extent.
We were not allowed to see was how EPS liners are made—that is a protected trade secret. However, we were given insight into how they’re constructed and installed.
Arai introduced multi-density EPS liners many years ago. Since then, other helmet manufacturers have come up with various solutions. If your helmet is lacking that feature, it’s time to invest in a better lid.
I incorrectly assumed that this process would have surely been one that could lend itself to automation—that couldn’t be further from the truth. Look at the EPS liner; each color represents a different density. An engineer must carefully pour each stratum to create the liner. Weston described it as a black art, and not something that they’ve been able to automate.
Using the same 3D scanner used to design the steel molds, the EPS liners are made to be an exact fit of their shells, so the liner must be physically larger than the shell opening.
While in the assembly plant, a trained EPS expert carefully, yet forcefully, pushes the one-piece EPS liner in the shell. It takes finesse to get the job done right, and if the expert is on a good run, the worker can pump out 250 helmets in an eight-hour shift.
Weston reminisced on his first attempt years ago, wherein he figured brute force would get the job done. It didn’t. The EPS liner snapped, and audible gasps were heard from Arai employees.
Importantly, the EPS expert needs to make sure the job is done with precision. If it isn’t done correctly, any vent holes in the liner will not line-up with the venting drilled in the shell. While many helmet manufacturers use large channel grooves in the liner to increase ventilation, Arai holds firm to the principle that the EPS liner and shell need to have the least number of incursions in it. Because the vents are single holes, the fitment must be exacting.
Arai’s philosophy of safety is put on display once again, as Arai has one of the most unusual forms of venting in the industry—the eyebrow vents on the faceshield. Instead of cutting into the shell or liner, the faceshield is used as a point of entry for air, avoiding unneeded intrusions into the EPS liner or shell.
The ProShade system is mounted on the exterior of the helmet for the same reasons – it removes the need to cut into the shell or EPS liner in order to accommodate a drop-down visor.
The classic double-D ring strap secures every Arai to our pretty little heads, and they’re installed by a precious, chosen few. Using a vintage rivet machine, the straps are connected by employees personally certified by Michio, and sport a certification signed by the President and CEO.
It’s another part of the Arai process that’s more art than science, as the strap needs to be riveted in a way that allows some movement, but just enough. Beyond that, there are varying thicknesses in the helmets, and the strap installers need to be keenly aware of that. If the wrong rivet is used, it will damage the helmet, and the strap won’t function as intended.
At this stage in the tour, things are taking shape and looking close to what their final product will be. It’s now time for the interior padding to be installed, which relies entirely on the correct placement of the center pad, smack in the middle of the chin-bar.
This is the anchoring point for the cheek pads, and crucial that it is done correctly. If you’ve ever pulled the cheek pads out of a Corsair-X, you might notice plastic guides that go under that piece of the interior. That is, in fact, the center pad.
From there, the faceshield baseplates are installed, checked, and tested for functional operation multiple times. Until then, I’d never seen so many faceshields installed so quickly.
Not unlike the template guides for the graphics that we saw earlier in the process, the exterior vents follow a similar procedure. Any always-open vent is simple enough—the vent has double-sided tape and is affixed to the helmet. However, when it comes to vents that have a mechanical operation, or something like the Corsair-X that has a winglet in-between two vents, things need to be more exacting.
Guides are used to make sure that the vent is placed appropriately, ensuring the fluid operation of any mechanisms beneath. Arai encourages customers to send helmets back them if one of these pieces is damaged, as failure to install them correctly could render the vent inoperable.
Arai staffers noted that some customers have complained about how the more pronounced venting portions of the helmets can be damaged and if they were integrated with the shell, this would be a non-issue.
I’ve often wondered about the same thing myself, but they’re designed to sheer off and reveal the smooth, round shell shape underneath it. Arai believes it will help prevent the rider’s head from hooking up on anything on the street or track. Illustrating yet again, every aspect of these helmets serves protection first and foremost.
It’s then time to bag up the helmets and make sure that they prominently feature the proper certification stickers for their respective markets. For example, helmets destined for the US market will feature both DOT and Snell certifications, while other helmets will display certifications correlated with their destination regions.
Testing was a subject that I thought would be somewhat prickly for Arai staff, but it is looked at in a completely different manner than consumers do. Standardized testing is there to protect both the manufacturer and end-user legally and instill a level of confidence in what they’re purchasing. Without basic practices and regulations to follow, the consumer is wholly unprotected, and unscrupulous helmet makers could produce whatever they deemed suitable.
That isn’t enough for Arai. Their goal has always been not just to meet, but significantly exceed those standards. To prove this, Arai pulled a random helmet from the production line and demonstrated several drop tests.
Arai doesn’t manufacturer helmets specifically for testing – they’re pulled from the production line at random. The same goes for their professional riders. While signature graphics might be in play, they’re the same exact shell, EPS liners, and so on that you and I will use.
To provide us with some context, Arai staff demonstrated what it would be like if a human were to fall directly on their head from the height of 30 cm or one foot, without a helmet. The impact resulted in 396 g (gravitational force equivalent) exerted on the sensor-laden head-form.
To pass DOT standards, a helmet must test below 400 g. Snell is 300. The good news is your skull will pass DOT testing! The bad news is at 396 g you are almost guaranteed to sustain severe brain damage or a fatal injury.
With an Arai Rapide-IR installed, the helmet was raised to 322 cm or roughly 10 ft and dropped once more, registering 182 g. Snell-M2015 requires a second drop test, but at a lower height 250 cm or roughly 8 ft, thought to replicate the decreasing forces during a crash as the rider tumbles and slows down. The process was repeated, coming in at 182 g. That’s with a shell and EPS liner that had already sustained one brutal hit.
As if we weren’t frazzled enough, an FIA 8860 penetration test was demonstrated. A hefty 6.6-pound steel rod with a sharp, 60-degree cone angle on the tip is dropped onto the helmet. From a height of 486 cm or roughly 16 feet, the helmet received numerous strikes in different locations, resulting in 204 g nearly every time.
The penetration tests are aimed exclusively at the most substantial vents of a shell. The name is also somewhat misleading, as the standard is only attempting to prevent penetration of the EPS liner.
After several attempts, the helmet yielded passing results each time—nothing got through the EPS foam.
Visiting the Arai factories is an experience I won’t soon forget, and there is one piece of information that remains as one of the most profound things about Arai that I’d learned during my time there—Arai helmets are made to order.
Arai is not a mass production facility that speculates orders for the year and pumps out lids based on those figures. Due to their manufacturing processes, materials are procured just as production needs to take place. Authorized distributors will place their orders, and that order then goes off to the factory where any random assortment of helmets could be made that month.
The helmets are made, packed up, and shipped off to your dealer based on the needs of the market at that exact moment. If you back-ordered a rare graphic, when it arrives, it will be as fresh as it possibly could be, allowing you to get the most out of that helmet’s seven-year shelf life.
With everything you now know about the brand, just let that sink in a little.
Arai has been one of the leaders in the safety helmet industry for decades, but it’s difficult to understand why they’ve maintained this status until we’ve been able to peek behind the curtain.
The obsessive quality control practices, emphasis on safety, and involvement of the human element are somehow comforting in a sport that, if we’re blunt, is inherently dangerous.
With the amount of hands involved in making an Arai, it’s a marvel that these helmets even get made. There are a multitude of ways where a human could err and muck it all up – but it’s rare.
We live in a world where automated processes are championed, knowing full-well that automation, when left unchecked, will produce lackluster results. The same can be said about handmade products, but the major difference is that these products are not left unchecked – they’re obsessed over.
The men and women making these helmets are devotees to the process, but more than that, they are devoted to the brand. It wasn’t uncommon to hear that employees of a certain age had dedicated large portions of their life to making helmets.
There is a prevailing theme in the Arai philosophy, one that I’ll paraphrase and was uttered by both Mr. Weston and Mr. Arai.
Arai understands that no helmet can protect a rider from every crash. They wish they could, but that isn’t the reality. Sometimes, the forces are just too great to overcome. However, they rest their consciences, knowing that they’ve done everything in their power to create the safest helmet that they possibly can.
If that kind of moral weight is the momentum behind a business, then I’d say you’re in good hands.
Special thanks to Honda Japan for providing motorcycles during our journey.
Have you ever wanted to ride a real MotoGP track? Well, here’s your chance! Leod Escapes does all sorts of incredible touring experiences with the very best that Europe has to offer. Fabulous accommodation, incredible food, and motorcycles what more can you ask for! So for the trip of a lifetime, visit LeodEscapes.com and check out your dream vacation.
* * * * *
After a dozen years in limbo, the Super Glide is resurrected as a member of the Softail Cruiser family. The 2026 Harley-Davidson Super Glide arrives as a limited edition of 2500 units to celebrate the 250th anniversary of the United States of America. The new Super Glide proudly wears the iconic red, white, and blue of the 1971 original, and Don Williams tells us how this latest Softail feels on the road.
* * * * *
We’ve all heard the old saying, how you never see a motorcycle parked outside a psychiatrist’s office, right? Well, if you struggle with addiction and/or your mental health, then yes, you’ve probably figured out that motorcycles can be a big help. The Remix Racing Project is a California-based nonprofit and motorcycle racing team dedicated to raising awareness for mental health and addiction recovery. Founded by Jeremy Taubman and Shanea Makinson, Jeremy competes in the MotoAmerica Super Hooligan class and hosts fan-zone activities to provide resources and get conversations started. In this guest segment this episode Teejay and Jeremy chat candidly about going racing a little later in life, how it’s helping his own recovery, and what the Remix Recovery non-profit is achieving in helping others. Jeremy has published a book “Remix Recovery—Leading a Brave Space” and you can find it on Amazon. Needless to say, if you’re struggling with life’s challenges—and believe me—we understand, then visit The Remix Racing Project, click on the resources tab, and you’ll find help that’s just a phonecall or text away.
* * * * *
Here’s quick reminder to check out our monthly digital magazine. It’s filled with everything you want to read on motorcycling, including some things you’ve probably not seen elsewhere. It’s absolutely free and you will find it on the Apple App Store and of course on Google Play as well.
Don’t forget to leave us your comments on our social media—we’re on all the usual platforms at Ultimate Motorcycling. We love hearing your feedback… so good or bad, please let us know what you think. If there’s something you’d like us to cover, we’d love to hear those ideas too!
We use cookies and browser activity on this website
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.















 We need to back up a second. How does a mold become a mold? To do that, an original helmet is sculpted by hand, scanned by a newfangled 3D scanner, and analyzed so that the helmet is entirely symmetrical.
We need to back up a second. How does a mold become a mold? To do that, an original helmet is sculpted by hand, scanned by a newfangled 3D scanner, and analyzed so that the helmet is entirely symmetrical. Arai has an intensive regiment for paint that is replicated at the Ōmiya painting facility or in Shintō, where all of Arai’s raw materials are processed for use.
Arai has an intensive regiment for paint that is replicated at the Ōmiya painting facility or in Shintō, where all of Arai’s raw materials are processed for use.
 A while ago, a colleague and I perused a variety of Arai helmets and noticed that some graphics would have minute discrepancies from helmet to helmet. Sometimes the lines between molded bits and the graphic were bang on, while others, were ever-so-slightly off. It is something only revealed with extreme scrutiny. He commented on the inconsistencies and cited it as a disappointing example of shoddy automation, as we’ve both seen worse examples by competitors that are machine made.
A while ago, a colleague and I perused a variety of Arai helmets and noticed that some graphics would have minute discrepancies from helmet to helmet. Sometimes the lines between molded bits and the graphic were bang on, while others, were ever-so-slightly off. It is something only revealed with extreme scrutiny. He commented on the inconsistencies and cited it as a disappointing example of shoddy automation, as we’ve both seen worse examples by competitors that are machine made.




 From there, the faceshield baseplates are installed, checked, and tested for functional operation multiple times. Until then, I’d never seen so many faceshields installed so quickly.
From there, the faceshield baseplates are installed, checked, and tested for functional operation multiple times. Until then, I’d never seen so many faceshields installed so quickly.
 It’s then time to bag up the helmets and make sure that they prominently feature the proper certification stickers for their respective markets. For example, helmets destined for the US market will feature both DOT and Snell certifications, while other helmets will display certifications correlated with their destination regions.
It’s then time to bag up the helmets and make sure that they prominently feature the proper certification stickers for their respective markets. For example, helmets destined for the US market will feature both DOT and Snell certifications, while other helmets will display certifications correlated with their destination regions. To pass DOT standards, a helmet must test below 400 g. Snell is 300. The good news is your skull will pass DOT testing! The bad news is at 396 g you are almost guaranteed to sustain severe brain damage or a fatal injury.
To pass DOT standards, a helmet must test below 400 g. Snell is 300. The good news is your skull will pass DOT testing! The bad news is at 396 g you are almost guaranteed to sustain severe brain damage or a fatal injury.